
多車型共線生產的車身車間機運線規劃淺析
- 2017-08-07 16:52:00
- sawchina 原創
- 8140
車身車間又稱為焊裝車間,生產的是整個汽車零部件的載體——白車身。車身是以鋼制結構件構成的整車支撐部件,其制造成本約占汽車總成本的40%左右,焊接質量優劣對整車質量起著決定性作用。車身通常由300~600個形狀復雜的沖壓件及標準件,在70~100個工位上以快節奏焊接而成,輔以少量的焊接、膠接和螺接,焊點多達4000~6000個。
車身車間機運線規劃的重點是將工藝設備、輸送設備、通道走廊和設備全生命周期等一系列因素有機協調,得出最佳方案,在滿足生產要求的前提下,盡量減少物流搬運量和搬運時間,提高柔性化生產能力。
機運線的先進程度直接決定制造水平的高低,目前上汽乘用車結合多個工廠規劃實際情況,已經基本實現了以柔性化、多車型混合焊接為目標的高度自動化、機器人取代人工的生產線規劃技術,達到了國際先進水平。
方案規劃
機運線的方案規劃和車間的工藝流程設計是一個并行的過程,方案規劃以特定的工藝流程為前提,同時不同的機運線布局設計又反過來影響工藝流程的設計。上汽某工廠的車身車間采用工藝流程原則來進行布局設計,車身各個零部件按加工工藝順序流經不同的工位,不僅能夠達到特定的高生產節拍,同時可以給生產提供最大限度的制造柔性。
在方案規劃階段,需要通過部門交流、歷史資料和規劃目標等來確定機運線的輸入,根據輸入因地制宜地規劃最適合的方案。輸入主要分為兩類:第一類是與工藝相關的輸入,如產品的變更、節拍要求變化、存儲區大小的需求以及車型生產配比調整等;第二類是與國家標準和工廠規范相關的輸入,如各類設備的國家標準、整車的通過性、機運技術規范和設備的選型標準等。工藝輸入中最典型和常見的是工藝變更以及工藝能力不足提出的需求。
1.工藝變更提出的需求
上汽某車身車間共線生產A和B兩種車型,B車型側圍分為側圍外板和內板,需要在拼合側圍和車頂板后才能拼合側圍外板,因此B車型需要有內總拼和總拼兩次總拼;而A車型側圍內板和外板可在側圍分拼完成拼合,因此完成內總拼后可直接進行補焊。兩種車型的工藝流程如圖1所示。

在規劃這兩種車型時,需要額外地考慮A車型到補焊線的機運線(B車型為已有車型,規劃A車型時內總拼和總拼線均已存在)。A車型到補焊線的工藝機運線就可以認為是一種工藝方案變更對機運線造成的需求。
A車型每天的產量較高,因此要求機運線具備快速通過、緩沖能力不小于30min的能力(即不少于20臺車的存儲量)。根據以上條件可以初步確定內總拼(FI)線到補焊(RL)線的機運需要有兩條或以上的通道,其中一條路線短,用于快速通過;另外一條路線車身存儲量大,兩條線的總量不少于20臺車,根據以上需求進行規劃(見圖2)。

圖2中緩沖區快速通道FI350到RL005只需要5個輥床位,滿足快速通過要求。FI350到FI510小循環中車身存儲量為4臺車,FI360到FI500大循環中車身存儲量為15臺車,共用BLD160和BLD165,共21臺車,可在FI停線時確保補焊線連續生產不小于30min,滿足緩存要求。
2.工藝能力不足產生的需求
工藝能力不足的典型需求就是生產節拍的提高,機運線的運輸能力、各個緩存區域的緩存能力設置等都是為了確保最終下線車輛的節拍。生產節拍的調整會造成提速、改造和新建等與其他因素交互的新需求。
在上汽車身車間A2車型導入的過程中,為了兼顧多種車型的生產配比,我們對整個側圍EMS輸送線進行了柔性化設計,如圖3所示,其中綠色為A、B和Z車型的老線路,紅色為新增的A、A2和B車型線路,藍色的為A和A2車型共用線路。在確保高節拍的B車型和A車型的正常輸送外,在低節拍的Z車型側圍處增加了A2車型的側圍輸送線,共線后的側圍機運線將可以實現B、A、Z和A2四種車型的柔性化,具備無級切換輸送能力,同時確保A車型和A2車型能同時以高節拍生產。

設備選型
現代機運形式多種多樣,例如根據輸送形式可分為:地面輸送(輥床輸送線、滑板輸送線和往復桿輸送線等)和空中輸送(摩擦輸送線、EMS輸送線和懸掛輸送線等)。隨著技術發展,機運線已經可以完成基本所有的運輸形式,并且同一種運行軌跡亦可以通過多種設備達到,同樣的運輸形式又可以根據具體設置獲得不同的生產節拍,因此機運線的設備選型對于生產線的規劃影響深遠。
1.輸送設備的可選形式
設備選用的考慮因素通常包括生產節拍、采購成本和設備柔性化可擴展能力。根據目前上汽工廠的規劃實際,常用機運形式的節拍與設備選型通常遵照表1。

在實際生產中,節拍并不是一成不變的,因此柔性化對機運線的全生命周期必不可少,通常一條機運線面臨的挑戰包括:在新車型推出時需要能夠達到較高的節拍;當車型陳舊后,線體的生產節拍能相應地降低;線體使用后,如何滿足由制造需求產生的車型生產線節拍的變化;車型改款時,需要在原有生產線中兼容新的改款車型;車型增加時,需要在現有線體中兼容更多的車型。
2.遵循標準進行選型
機運線的規劃是一個設備全生命周期的整體規劃,因此不光需要考慮設備的采購成本,同時還需要考慮設備維護成本、新老產品的更新和兼容、設備的利舊性和設備使用年限等因素。標準件的設備在購買、維護等各方面都更有優勢,因此在規劃時首選的方案就是充分利用標準件。
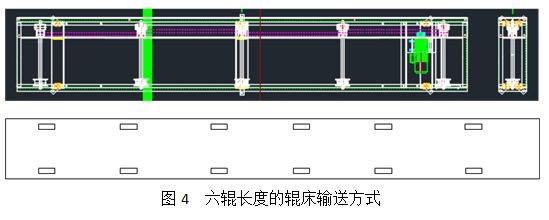
圖4所示的是兩種六輥長度的輥床輸送方式,一種是五輥加一輥的輸送設備,另一種是六輥的輸送設備。兩種方式都可以解決六輥長度的規劃問題,在規劃中就會面臨設備的選型,事實上在規劃中選擇五輥加一輥的方式會更加適合,原因包括:相對于六輥輥床,標準設備五輥輥床制作周期更短;如果與預想尺寸不吻合,五輥輥床調整起來更靈活;舊的線體拆除后,標準件五輥輥床可以利舊。
對于已經擁有一定基礎的基地生產線體來說,新線體的規劃應該盡可能地與現有產品型號一致并減少備件數量,良好的設備一致性也有助于確保線體的穩定性和新老線體的兼容。
3.遵循原則進行選型
機運線的規劃需遵循整體考慮、空間和距離最小的原則,在盡量減少干涉、空間浪費的情況下給予未來足夠的拓展空間。以皮帶橫移機、橫移機、叉式移載機這三種完成橫移功能的設備對空間的利用對比為例,如表2所示。

根據表3的橫移方案評估,我們綜合考慮利舊性、工作范圍、空間利用率和投資費用等因素,在滿足節拍要求的情況下,采用橫移機方案既可減少規劃空間,又不會增加太多費用,因此在A車型內總拼到補焊機運線的規劃中,我們選用皮帶橫移機來存儲而不是全部布置輥床。對比上汽車身車間A車身存儲區和BLD車身存儲區,同樣存儲14臺車,皮帶橫移機需要約270m2,輥床和旋轉輥床的組合需要約500m2,顯然皮帶橫移機存儲空間利用率高。
計算驗證和仿真
1.單一線體或系統的計算驗證
對于單一的線體或系統,采用估算或者生產時序仿真的方法就可以獲得較高的可靠性。在驗證線體是否符合節拍需求時,為了保證出口處的出車節拍,我們一方面要考慮線體內的兩車間隔,另一方面要考慮停線后的緩存時間。
在線體內的兩車間隔方面,例如圖5所示的連續運行的線體,若運行速度為20m/min、線體全長為120m且節拍為40JPH,在不考慮設備開動率、車身長度等因素的情況下,兩臺車的出車間隔為90s,即兩臺車之間的距離必須小于30m。

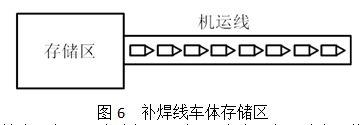
在停線后的緩存數量方面,設備停機會直接影響出口處的出車,緩存區域的車體數量為線體停線后可以連續出車的時間。例如圖6所示的補焊線車體存儲區,機運線節拍為40JPH,要求停線后能夠保證機運線連續出車30min,需要的存儲數量為20臺車。
在實際計算中,為了更貼近應用,則需要考慮設備開動率、休息時間、適當的余量以及更多的人為、客觀因素。
2.車身車間的仿真驗證
仿真軟件能夠提供全方位的虛擬仿真,并且可以加入隨機事件模擬車間的停線情況,仿真結果可以驗證設置的緩存數量是否合適、設備運行是否存在瓶頸以及多車型切換是否會干擾生產節拍等。例如圖7所示的車間仿真,通過仿真找出了限制車間生產節拍的關鍵設備,可以有依據地進行調整,效果良好。

結語
本文結合上汽某車身車間的應用,對該車間的機運線柔性化規劃提出了一些方法,為其他機運線或設備規劃提供了一定的參考。
機運線的規劃主要遵循精益生產的理念,有以下幾個原則:
(1)整體考慮原則,設計時應將對布局產生影響的所有因素進行整體考慮,從而獲得最優化的方案;
(2)移動距離最小原則,產品搬運距離的大小會影響搬運費用以及機運設備布置的成本,同時對物流空間和空間利用情況造成影響;
(3)連續性原則,機運線的布局應能保證生產的連續性,適當地安排緩沖確保出車的連續性,消除無謂的停滯;
(4)空間利用原則,充分有效地利用生產區域和存儲區域的空間,提高車間的整體空間利用率;
(5)柔性化原則,在機運線規劃之前應考慮到后續因素變化可能帶來的布局變更,以便于后續擴展和調整;
(6)利舊原則,對于機運線的更新和擴展應考慮到已有的設備,在控制成本的情況下盡量減少設備的浪費;一致性原則,新規劃的機運線設備與舊設備的轉接及備件應盡量保持一致,從設備全生命周期的角度綜合考慮費用;
(7)安全原則,應考慮到作業人員的情況,一方面是使用的安全舒適,另一方面是維修的方便快速。
根據柔性化規劃原則的指導,上汽某車身車間已經實現了5種車型(A、B、I1、I2和Z)41種配置汽車的混線生產,未來將加入A2等更多車型,各線體之間高度柔性, A車型的機運線如圖8所示。

先進的技術和理念給汽車制造業帶來機遇的同時也提出了更多的要求,多車型的柔性化生產作為工業4.0的基礎,需要更優化、全面的提升,相信在不久的將來,個性化、互聯網式的汽車制造業將會成為現實。
此文為看點(深圳孫輝)原創內容,特此聲明

















- [點焊機視頻演示] 2014年北京埃森展安川機器人和次高頻點焊 2015-09-30






- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






