
汽車車身四層板焊接應用分析及存在問題
- 2017-05-24 13:16:00
- sawchina 轉貼
- 8711
在目前的汽車車身(主要是乘用汽車、小轎車)設計中,為了保證車身焊接質量,通常不允許出現四層板焊接。由于此限制,需要增加過渡搭接頭,從而增加了車身重量,影響車的性能,減少了車身設計的自由度。為了有效地對車身進行減重,改善車的性能并提高設計的靈活性,我公司對四層板電阻點焊進行了嘗試,使其在汽車焊接中得到應用。
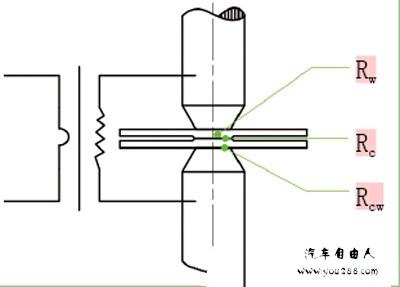
圖1 電阻點焊中的電阻組成
電阻焊的原理
電阻焊是以電阻熱為能源的一種焊接方法,焊接所需電阻熱的產生遵守公式:Q=I2Rt,而電阻R由電極與工件的接觸電阻Rcw、工件電阻Rw和工件與工件的接觸電阻Rc組成:R=2Rcw+Rw+Rc,其中主要為電極與工件的接觸電阻Rcw和工件與工件的接觸電阻Rc,而這兩部分主要取決于焊接壓力。
四層板點焊試驗
1.試驗設計
根據電阻點焊焊接原理,將四層板點焊與兩層板、三層板的焊接進行比較分析,其差別主要在于四層板的板間間隙難于控制,它的接觸電阻相對不穩定,克服這些間隙需要較大的壓力。板間的間隙和較大的壓力的共同作用會使焊點的表面留下較深的壓痕,甚至影響連接強度。 通過上述分析,我們進行試驗,并進行比較,尋找合適的焊接參數和合理的檢驗判定標準。
(1)采用焊相同等效板厚的二層板的焊接參數范圍焊接四層板,進行金相分析檢查焊點的質量。在電阻點焊中通常以等效板厚作為參考來設定參數,這里以次厚板乘以0.8加上厚板乘以0.2作為等效板厚。
(2)逐步加大焊接壓力,再用焊相同等效板厚的二層板的焊接參數(除壓力)進行試焊,然后進行金相分析確定焊點的質量。
(3)加大壓力,擴大焊接電流和時間范圍,進行金相分析,尋找合理的參數范圍。
2.試驗結果
(1)采用焊相同等效板厚的二層板的焊接參數范圍焊接四層板,經過金相分析發現在這種條件下的焊點質量極不穩定,不易形成穩定的熔核直徑,且容易出現氣孔缺陷。使用與焊相同等效板厚的二層板的焊接壓力,其可用參數范圍很窄,且不穩定。在逐步加大焊接壓力,多次試驗后,發現當電極壓力是相同等效板厚的二層板焊接時的120%~130%時,可以在一定范圍內得到穩定的熔核直徑,獲得較穩定的焊接質量,但其壓痕較深,飛濺不易控制。
(2)當電極壓力增加到相同等效板厚二層板的焊接壓力的130%后,電流的調整范圍不再明顯擴大,電極壓力的增大加大了電極損耗,造成了更大的焊點壓痕。
選取的是0.8+1.2+1.4+0.8mm的板厚搭配,在焊接參數為 14CYC、3.7kN(相同等效板厚的二層板焊接壓力通常取2.5~2.8kN)和電極端面直徑5.5mm左右時,采用不同的焊接電流所得到焊接。
3.試驗結果分析
在14CYC、3.7kN以及電極端面直徑5.5mm條件下采用不同的焊接電流所得到焊接金相結果數值如表所示,從試驗
(1)可以看出試驗結果與理論分析是基本吻合,由于四層板配合的間隙難以控制,與相同等效板厚的兩層板焊接相比,需要較大的焊接壓力(比通常情況大20%~30%),才能得到穩定的焊接質量。
結合試驗(2)、(3),可以得知四層板仍是可以焊接的,但分析表中的可用參數范圍與相同等效板厚的兩層板焊接的參數范圍比較,四層板焊接的可用參數范圍相對較小。以0.8+1.2+1.4+0.8mm的板厚搭配為例,可用電流范圍為8.5~9.8kA,差值為1.3kA,與相同等效板厚的兩層板焊接相比,可用電流范圍略小(相同等效厚度的兩層板焊接時的電流差值可達1.5kA)。
同時,從試驗結果中可以看出,四層板焊接時,焊點的壓痕較深,剩余板厚相對較小。
因為焊點壓痕深度會影響到焊點的動態疲勞強度,因此在點焊焊點的檢驗標準中,通常會對焊點的壓痕深度作出規定,較常見的規定為板厚的30%,但是由于是多層板,加上間隙的影響,使得與電極接觸的各板的焊點壓痕深度大于板厚的30%。如果將檢查標準中對壓痕深度的要求更改為對剩余板厚的要求,如規定為剩余板厚不小于總板厚的70%,則是具有可行性的。
但是由于外層板上的壓痕較深會降低外側板焊點的動態疲勞強度,因此,在產品車身設計階段需要考慮此因素,如增加焊點數量、焊點周圍加涂膠液等。通過產品的模擬分析并經過實際驗證后,證實此方法是可以在后續的產品中應用的。在產品設計時充分考慮到焊點壓痕深度對動態疲勞強度的影響,并改進相關評價標準的情況下,四層板焊接是可行的。
這為車身零件間搭接頭的設計又提供了一種選擇,增加了設計的靈活性,有利于減輕車身的重量。但需要注意以下幾點:焊接壓力比通常情況下大20%~30%;焊接的熱量范圍略小于通常情況;焊接的波動相對較大,需要特別注意;焊接飛濺相對較大。

相關文章
- [故障維修] 螺柱焊現場故障代碼與報警 2022-10-28
- [焊接技術] 螺柱焊接基礎知識 2022-07-11
- [焊接技術] 螺柱焊機發展史及其焊接工藝 2022-07-11
- [展會資訊] 【埃森展邀請】六月 相聚上海 共赴焊接盛會吧! 2021-06-10
- [焊接技術] 機器人替代人不是夢,焊接機器人的主要應用領域。 2021-01-22
- [焊接技術] 小技巧:焊接時如何分清焊渣和鐵水? 2021-01-22




發表評論


社區新帖
- GBT 19867.4-2008 激光焊接工藝規程.pdf 2019-12-25
- GBT 2652-2008 焊縫及熔敷金屬拉伸試驗方法.pdf 2019-12-25
- GBT 16672-1996 焊縫-工作位置-傾角和轉角的定義.pdf 2019-12-25
- GBT 16745-1997 金屬覆蓋層產品釬焊性的標準試驗方法.pdf 2019-12-25
- GBT 17853-1999 不銹鋼藥芯焊絲.pdf 2019-12-25
- GBT 15169-1994 鋼熔化焊手焊工資格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊設備安全要求 第5部分 送絲裝置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊設備安全要求第7部分:焊炬(槍).pdf 2019-12-23
聯系我們
| 聯系人: | 韓玉琦 |
|---|---|
| 電話: | 0755-26013200/26013464 |
| 傳真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 東莞市鳳崗鎮東深路鳳崗段206號天安深創谷W2棟誠信大廈21樓 |






